ThermoGrip® TMG Schrumpffutter
Extreme Haltekräfte - Ausnahmlose Flexibilität, hohe Steifigkeit und eine optimierte Schwingungsdämpfung zeichnen unser neues TMG aus.








EINSATZGEBIET ANWENDUNG
Anwendung: Allgemeiner Maschinenbau, Medizin- und Dentaltechnik, Gesenk- und Formenbau, Erneuerbare Energien
Merkmale
- Konstant maximale Spannkräfte
- Prozesssicheres Spannen aller Schafttoleranzen von h4 bis h9
- Auszugssicherung für Weldonschäfte
- Rundlaufgenauigkeit ≤ 3 μm
Nutzen
- Erhöhung des Zeitspanvolumen
- Hervorragende Dämpfungseigenschaften daher bessere Oberflächen und bessere Einhaltung von Toleranzen
- Ein Grundhalter für alle Durchmesser
M steht für Konstant maximale Spannkräfte.
Durch die stets maximale Überdeckung von Werkzeug und Futter, gewährleistet die Konstruktion konstant maximale Spannkräfte. Die Hülse ist auch mit Auszugssicherung (Weldon) erhältlich.
M steht für Mehrnutzen.
TMG spannt erstmals Werkzeuge nahezu jeden Durchmessers mit ein und demselben Schrumpfspannfutter. Kosteneffizient und flexibel kann so mit einer geringen Anzahl an Grundhaltern der gesamte Fertigungsbedarf abgedeckt werden.
Ein Schrumpfspannfutter für alle Durchmesser

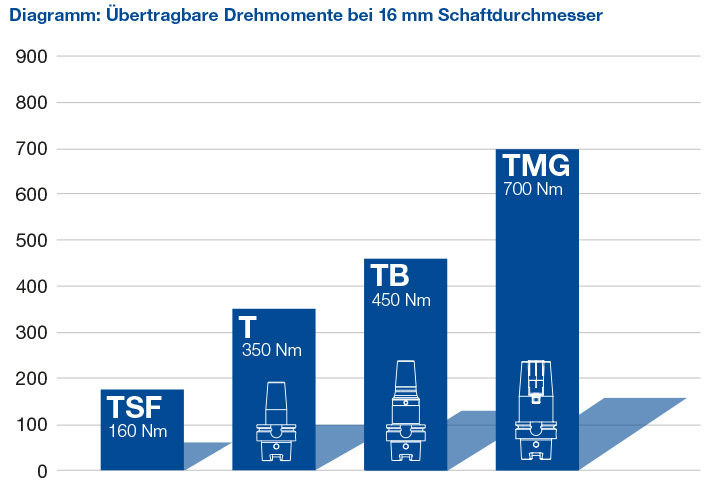
Übertragbare Drehmomente bei 16 mm Schaftdurchmesser
Das neue Bilz TMG-Spannsystem vereint die Stärken der Schrumpfspanntechnik mit der Flexibilität von Spannzangenlösungen. Das System besteht aus Grundhaltern und speziell beschichteten Spannzangen.
Es lassen sich Schaftwerkzeuge von 2 bis 32 mm mit bisher nicht erreichten Spannkräften spannen, z.B. mehr als 850 Nm bei 20 mm Werkzeugschaft. Dies erfolgt in einem vollautomatischen oder manuell
innovativen Prozess auf Induktionsschrumpfgeräten.
Vergleich manuelles und automatisches Schrumpfen auf dem ISG 3460
Manuelles Schrumpfen
- Vorrichtung in der Schrumpfposition des Induktionsgeräts platzieren.
- Werkzeughalter in den Werkzeugträger der Vorrichtung stellen.
- Der Werkzeughalter wird in die Einspannposition gebracht, indem die Antriebswelle locker gegen den Uhrzeigersinn gedreht wird, bis der Mechanismus blockiert.
- Spannzange im Werkzeughalter einsetzten und per Hand einschrauben, bis ein stärkerer Widerstand zu spüren ist (ca. 3 Umdrehungen).
- Bearbeitungswerkzeug in die Spannzange einsetzen.
- Entsprechend dem Werkzeughalter die passenden Einschrumpfparameter auswählen und die korrekte Wechselscheibe einlegen.
- Schrumpfprozess starten, wobei die Nachhaltezeit unbedingt aktiviert sein muss.
- Nach dem Erhitzen des Werkzeughalters wird das Bearbeitungswerkzeug durch Drehen der Antriebswelle im Uhrzeigersinn eingespannt. Der Kühlvorgang ist abhängig vom jeweiligen Induktionsschrumpfgerät.
Automatisches Schrumpfen
- Werkzeugträger und Spannfutter in der Schrumpfposition des Induktionsgeräts platzieren.
- Nach dem Auswählen der Schrumpfparameter auf unserem Touch Display und dem Einsetzen der korrekten Ferritscheibe und Spule kann der Schrumpfvorgang durch Betätigung des (Start) Buttons gestartet werden.
- Spannzange im Werkzeughalter einsetzten und per Hand einschrauben, bis der elastische Anschlag zu spüren ist (ca.3 Umdrehungen). Die Spannzange muss nur mit geringem Drehmoment an den Axialanschlag angelegt werden. Anschließend kann das Werkzeug in die Spannzange eingesetzt werden.
- Durch die Betätigung des (Start-) Buttons wird der Einschrumpfvorgang fortgesetzt.
- Beim ISG3460-WK wird das Schrumpffutter in die Kühleinheit abgesenkt und dann die Spule in die obere Endposition angehoben. Nach der Kühlzeit wird das Futter langsam nach oben gefahren und dabei mit Druckluft getrocknet. Es kann nun vom Bediener entnommen werden
Das neue Bilz TMG-Spannsystem vereint die Stärken der Schrumpfspanntechnik mit der
Flexibilität von Spannzangenlösungen. Das System besteht aus Grundhaltern und speziell
beschichteten Spannzangen.
Das sichere Ein- und Ausspannen erfolgt in einem vollautomatischen oder auch manuellen Prozess
auf unseren Induktionsschrumpfgeräten ab der Serie ISG3XXX. Sowohl der Schrumfprozess als
auch die dazugehörigen Spannfutter sind zum Patent angemeldet und nur bei uns erhältlich.