




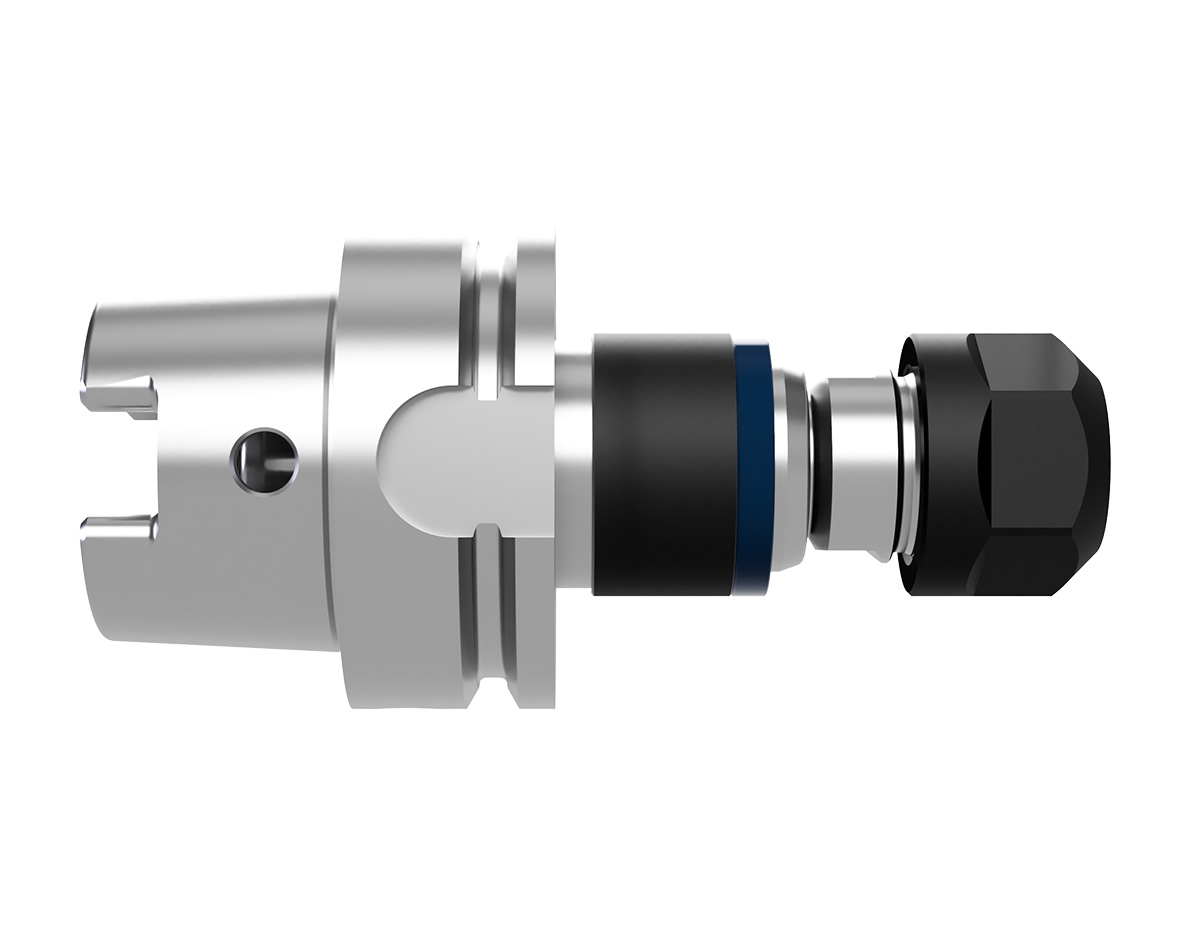
S3D Synchro
Synchro-Gewindeschneidfutter

Einsatzgebiet Anwendung
Anwendung: Automotive, allgemeiner Maschinenbau, erneuerbare Energien
Maschinentyp: Bearbeitungszentren, CNC-Drehmaschinen, Sondermaschinen mit synchronisiertem Vorschub beim Gewindeschneiden
Merkmale
- Minimallängenausgleich in Druck- und Zugrichtung
- Kugelgelagerte (d.h. drehmomentunabhängige) Federung
- Für interne Kühlmittelzufuhr bis 80 bar geeignet
- Für Gewindebohrer und –former geeignet
- Für Rechts- und Linksgewinde geeignet
- Optimierte Feder-Dämpfer-Technologie (± 0,5mm) 3D Synchro
- komplett gekapselter Funktionsraum (Waschbar bis 80°C)
- Optimierte Dichtung (vergleichbar IP68)
- 100% SCK kompatibel
Vorteile
- Abbau des Druckes auf die Gewindeflanken
- Kompensation von Synchronisationsfehlern
- Höhere Prozessstabilität
- Längere Standzeit des Gewindebohrers
- Bessere Gewindequalität
Werkzeugvoreinstellung via axialer Einstellschraube von beiden Seiten möglich
(Schraube ist nicht im Lieferumfang enthalten)
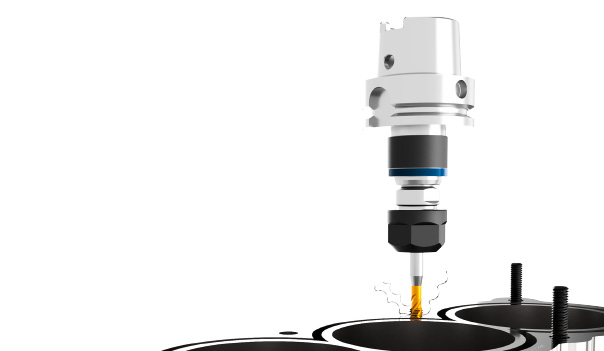
Beste Einsatzmöglichkeiten
Unser 3D-Synchro Futter können Sie als Spannzangenfutter
für angetriebene Werkzeugaufnahmen, sowie für die Direktspannung
in Maschinenspindeln einsetzen.
- 220%*1 höhere Standmenge des Gewindebohrers
- 200%*2 höhere Schnittgeschwindigkeit
- 80 BAR Kühlmitteldruck (statt 50 BAR)
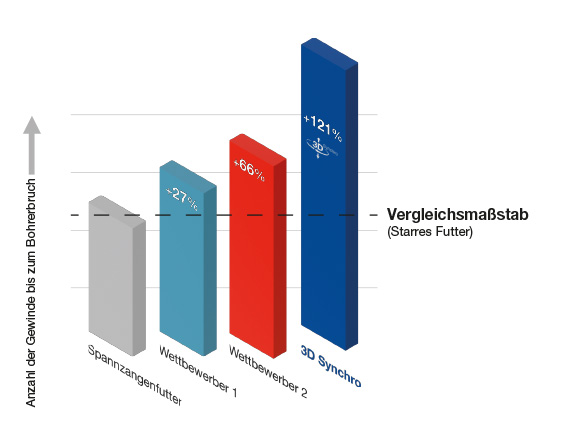
*1 220% Standmenge des M8 Gewindebohrers beim Dauerversuch mit n= 560 min-1 in X37CrMoV5-1 (Rm= 770 N/mm2) mit dem S3D Synchrofutter im Vergleich zu
100% Standmenge mit einem Standard-Spannzangenhalter.
*2 200% Schnittgeschwindigkeit = 25 m/min mit M10 Gewindebohrer in Grauguss GG20 (Rm > 200 N/mm2) mit dem S3D Synchrofutter im Vergleich zu 100% = 12,5
25 m/min mit einem Standard-Spannzangenhalter bei gleichbleibender Gewindequalität und Toleranzhaltigkeit. Mit dem Standard-Spannzangenhalter konnte die die
Schnittgeschwindigkeit nicht erhöht werden, da sonst die Gewinde nicht mehr Toleranzhaltig waren.
Die Standzeit mehr als verdoppelt
Die verwendeten Elastomere sind formstabil und beständig gegen alle Kühl-/Schmierstoffe.
Durch den definierten Längenausgleich wird eine plastische Verformung der Dämpfungselemente ausgeschlossen.
Dies führt zu einem gleich bleibenden Schneidverhalten über die gesamte Lebensdauer des Werkzeuges.
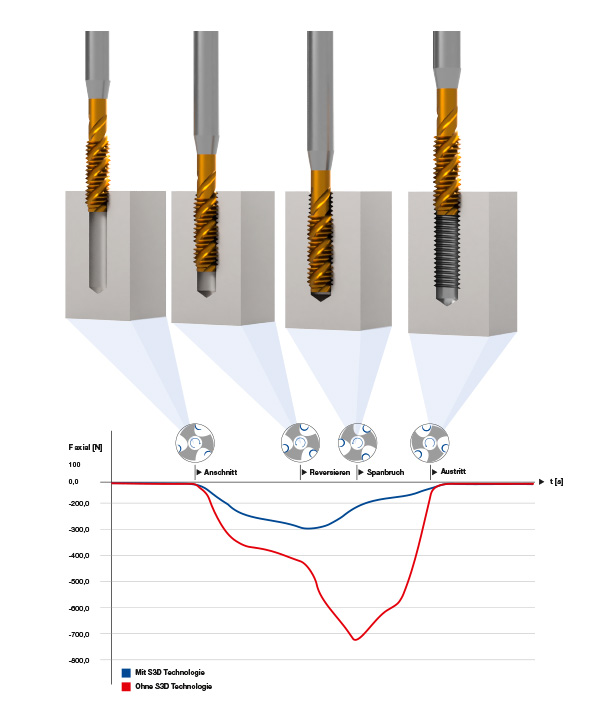
Die patentierte Feder-Dämpfer-Technologie reduziert Belastungen beim Gewindebohren und Gewindeformen
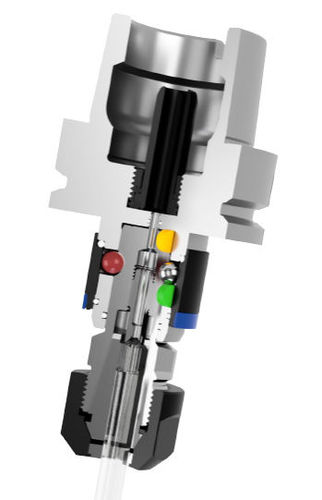
| Druckrichtung Dämpfen beim Anschnitt | |
| Drehrichtung Dämpfen beim Spanbrechen | |
| Zugrichtung Kompensieren der Synchronisationsfehler |
Reduktion der Belastung
Höhere Prozessstabilität - Bessere Gewindequalität - Längere Standzeit
Die neueste Generation S3D- Synchrofutter wurde den aktuellen Marktanforderungen angepasst.
Die Werkzeugvoreinstellung ist von Maschinenseite und Werkzeugseite aus möglich,
die Schmierstoffdurchführung wurde optimiert, dadurch ist eine leckagefreie Übergabe
zum Gewindebohrer gewährleistet.
Der Längenausgleich auf Druck und Zug ( z. B. +/- 0,5 mm), sowie die Dämpfung in Drehrichtung
kompensieren kleinste Synchronisationfehler und Lageabweichungen. Dadurch wird der Druck auf
die Gewindeflanken des Werkzeuges verringert und das erforderliche Schneidmoment minimiert.

